د انډول کولو سولډنگ پیتل کنټرول په شمول پینل کې د IGBT انکشاف هییت سره
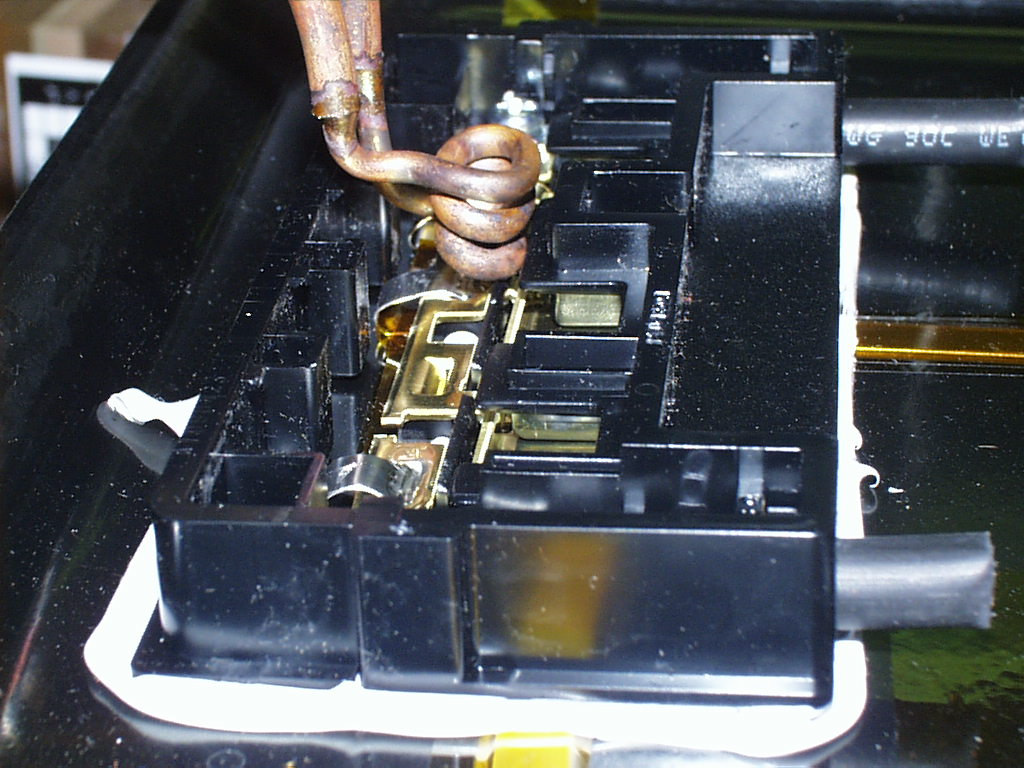
هدف سولڈر درې د ژړا نښلونکي یو په یو وخت کې د شمسي پینل جنکشن باکس کې پرته د جنکشن باکس کې اجزاو باندې تاثیر کول
مواد د شمېرنې پینل جنکشن بکس، د پیتل کنډکونه، د سولر تار
دحرارت درجه 700 ºF (371 ºC)
فریکونسي 344 kHz
تجهیزات • DW-UHF-6 kW د انډول حرارتی سیسټم ، د ریموټ ورک هیډ سره مجهز دی چې د 1.0 μF ظرفیت لري.
• د انډکشن حرارتی کویل د دې غوښتنلیک لپاره په ځانګړي توګه ډیزاین شوی او چمتو شوی.
پروسس د درې رګونو د بیضوي شکل هیلیکل کویل د نښلونکو ګرمولو لپاره کارول کیږي. د سولډر تار یوه ټوټه په ګډه ساحه کې ځای په ځای شوي او هر مشترکه د 5 ثانیو لپاره په جلا ډول تودوخه کیږي ترڅو د نښلونکي سره سولر کړي. د عمل ټولټال وخت د دریو برخو لپاره 15 ثانیې دی.
پايلې / ګټې د انټرنېټ حرارتي توضيحات وړاندې کوي:
• د ټکي درک دقت یوازې تودوخې ته د تودوخې وړاندې کوي؛ شاوخوا شاوخوا برخې اغیزه نه کوي
• محلي تودوخې پاکې او پاکې جوړې رامنځته کوي
• لوړ کیفیت، تکرار وړ پایلې تولیدوي
• حتی د تودوخی ویش