د IGBT انکشاف هییت سره د ګرمې سرې لپاره د حرارتی استخراج برخه
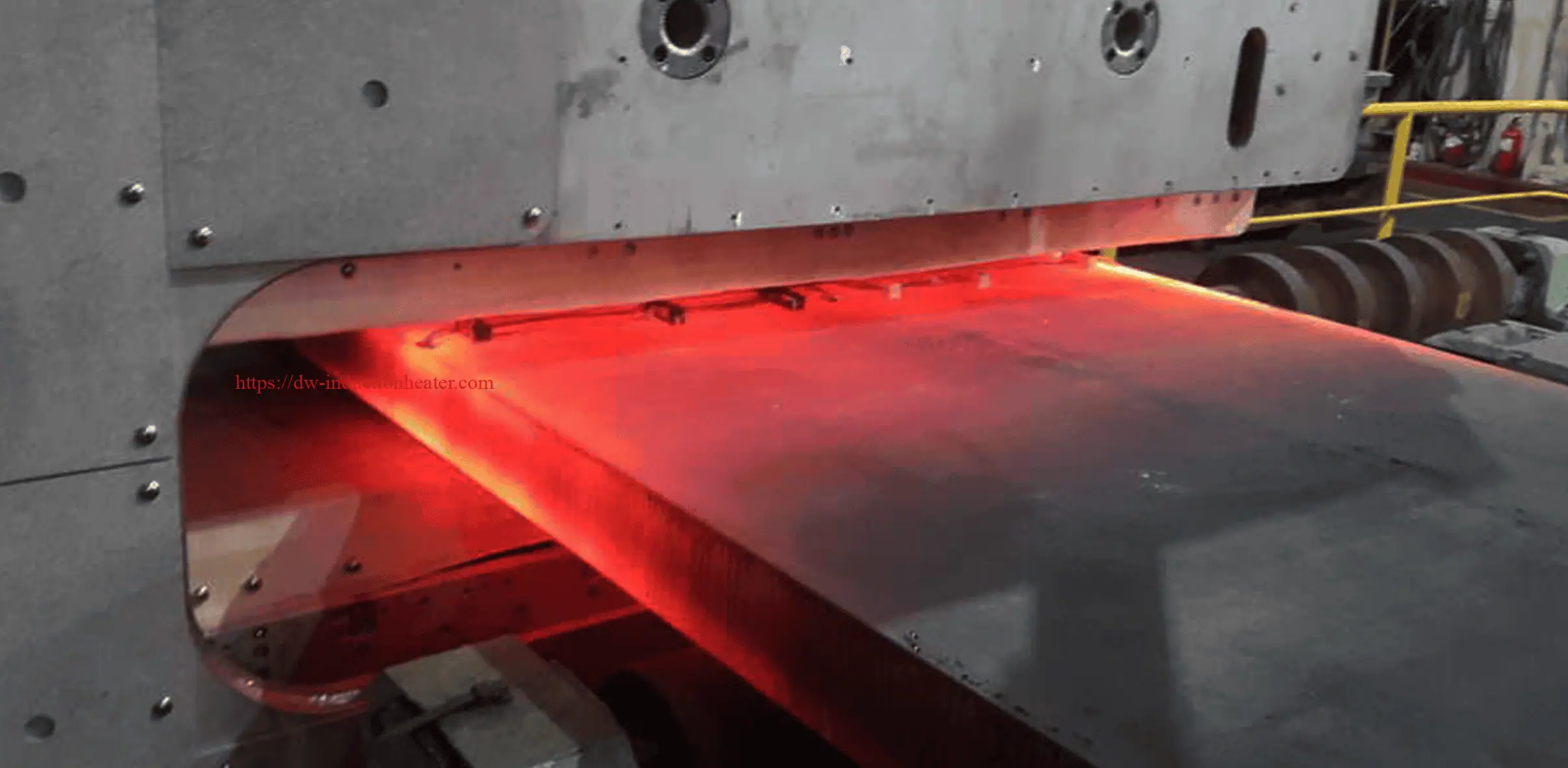
د تودوخې غوښتنلیک لپاره 1900 1038F (XNUMXºC) ته د فولادو برخې تودوخې هدف
د 7 / 16 سره د موادو د موادو برخې "(11.11mm) OD او سرامامیک ټوټه
دحرارت درجه 1900 ºF (1038ºC)
فریکونسي 440 kHz
تجهیزات • DW-UHF-6kW د انډکشن حرارتی سیسټم ، د ریموټ ورک هیډ سره مجهز دی چې پکې 0.66μF کیپسیټر لري.
• د انډکشن حرارتی کویل ، د دې غوښتنلیک لپاره په ځانګړي توګه ډیزاین شوی او چمتو شوی.
پروسس د سیرامیک داخلولو سره د څلور موټ هیلیکل کویل د 0.75 ثانیو لپاره د 19 "(1900 ملي متر) برخې برخې 1038 heatF (7.5ºC) ته تودوخې لپاره کارول کیږي. یو سیرامیک ټوټه ده نو برخه یې نه راځي
د کنډ سره تماس.
پايلې / ګټې د انټرنېټ حرارتي توضيحات وړاندې کوي:
• له لاسونو خلاص حرارت چې د تولید لپاره هیڅ چلوونکی مهارت پکې نه لري
prec د دقیقیت او مستقل مزاج سره په کاري ټوټه کې د تودوخې مستقیم غوښتنلیک
• حتی د تودوخی ویش
• د کم فشار او لږ کمه برخه د فشار فشار


