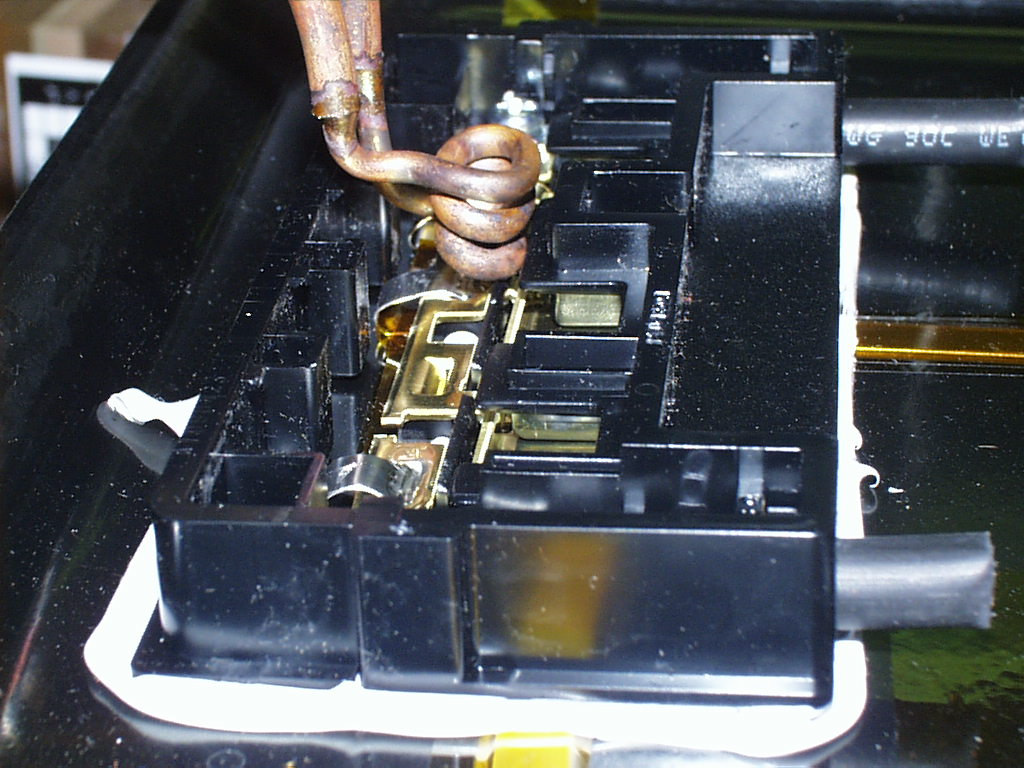
د انټرنیټ کولو حرارتی کولیټ ټپ د IGBT لوړ فریکونسۍ حرارتی واحدونو سره
هدف د اوبو سره سوړ شوي سټیل مینډریل 700 ° F (371ºC) ته لوړ وي ترڅو د لوړ کیفیت ټیفلون کاتټر ټیپ رامینځته کړي.
مواد ټیلفون کیټټر تیوبینګ، منیلیل اسمبلی
دحرارت درجه 600-700 ° F (315-371ºC)
فریکونسي 376 kHz
تجهیزات • DW-UHF-6 kW د انډول حرارتی سیسټم ، د ریموټ کارموند سره تجهیز شوی چې پکې 0.66μF کیپسیټر لري.
• د انډکشن حرارتی کویل د دې غوښتنلیک لپاره په ځانګړي توګه ډیزاین شوی او چمتو شوی.
پروسس د دوه موټرو بریښنالیک د فولادو مینڈل تودوخې لپاره په 660 ثانیو کې 371ºF (2.7ºC) ته کارول کیږي. د کاتټر ټیپ رامینځته کولو لپاره ، د RF ځواک کارول کیږي پداسې حال کې چې کاتیتی د مینڈریل په اوږدو کې ساتل کیږي. بیا نللۍ لاهم فشار ته فشار ورکول کیږي ترڅو یو ثابت ، حتی لارښوونه رامینځته کړي.
پايلې / ګټې د انټرنېټ حرارتي توضيحات وړاندې کوي:
• د تودوخی ارزونه، د بیا تکرار وړ غوښتنلیک
• د تماس تماس نه
• د چټک چټکتیا وختونه